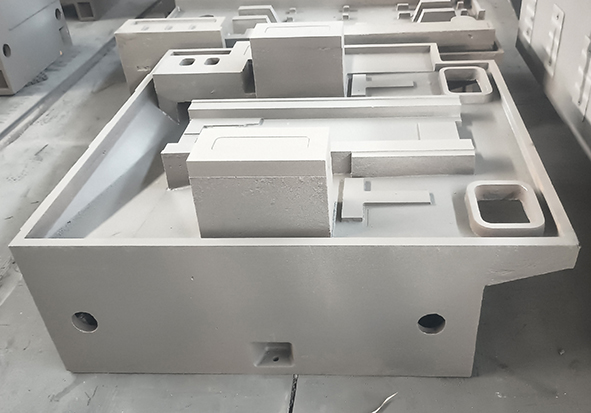
机床铸件作为机床的“骨架”部件,是决定机床加工精度、稳定性与使用寿命的核心基础件,其质量直接贯穿机床全生命周期的使用效能。这类铸件通过金属熔炼、模具成型、热处理等多道工序制成,广泛应用于机床床身、立柱、横梁、工作台、变速箱体等关键结构部位,承担着支撑负载、传导动力、稳定导向等核心功能,在金属切削机床、成型机床、特种数控机床等各类装备中不可或缺。
从产品核心维度来看,机床铸件的差异化优势集中体现在材质选型与工艺适配两大层面。材质方面,灰铸铁因优异的减振性与耐磨性占据市场主导,占比超70%,其中HT300牌号灰铸铁凭借良好的石墨形态控制,成为大型机床床身的首选;球墨铸铁(如QT500-7)以高强度、高韧性特性,适配重载机床立柱、横梁等部件,其屈服强度可达灰铸铁的2倍,能有效降低重载工况下的变形量。此外,合金铸铁通过添加铬、镍、钼等元素强化耐磨与耐高温性能,铸钢件则聚焦超大型、高负载铸件需求,共同构成多元化材质体系。
铸造工艺的迭代升级是机床铸件性能突破的关键。传统砂型铸造仍适用于大批量常规铸件生产,而消失模铸造、熔模铸造等精密工艺正逐步成为高端铸件的主流选择。消失模铸造通过聚苯乙烯泡沫气化成型技术,可减少材料浪费20%以上,缩短小批量生产周期;熔模铸造则能实现复杂结构铸件的高精度成型,尺寸精度可达CT7级,表面粗糙度Ra≤6.3μm。同时,智能化工艺的融入大幅提升了铸件稳定性,如机械手自动浇注可将铁水重量误差控制在±1%,两次人工时效处理结合超音频淬火工艺,能使导轨表面硬度达HRC46-52,耐磨性提升3倍。
质量管控是机床铸件生产的核心环节,需从源头规避常见缺陷。缩孔、气孔、裂纹等缺陷会直接削弱铸件力学性能,需通过三重手段防控:原材料端严格筛选废钢与铁合金,控制硫、磷等有害元素含量;工艺端优化浇注系统与冷却速度,合理布置冒口实现充分补缩,增设模具排气通道减少气体滞留;后处理端通过超声波探伤检测内部缺陷(要求气孔直径≤3mm),结合退火、正火工艺消除内应力,确保时效处理后变形量≤0.02mm/m。目前,行业已形成《机床铸件通用技术条件》等多项标准,搭配ISO9001、IATF16949质量管理体系,构建全流程质量保障网。
在产业升级趋势下,机床铸件正朝着绿色化、智能化、高端化方向迈进。“十五五”期间,绿色铸造理念持续深化,低能耗熔炼设备、可循环砂型材料的应用逐步普及,推动行业实现碳减排目标。高端领域中,高碳当量高强度低应力铸件、一体化成型铸件技术突破显著,某五轴加工中心转台铸件已实现定位精度±0.001mm,适配航空航天复杂零件加工需求。随着我国高端装备制造业国产化推进,机床铸件作为关键基础零部件,正逐步打破进口垄断,向沈阳机床、秦川机床等龙头企业供应链渗透,成为装备制造业产业链安全的重要支撑。
未来,新材料研发与数智化生产将持续赋能机床铸件行业。含氮灰铸铁、低温高韧性球铁等新型材料的批量应用,将进一步提升铸件综合性能;3D砂型打印、全流程虚拟铸造系统的普及,将实现铸件设计与生产的精准化管控,推动机床铸件从“基础部件”向“高性能核心构件”转型,为制造业高质量发展提供坚实保障。

 400 005 0361
400 005 0361
