
 400 005 0361400 005 0361
400 005 0361400 005 0361
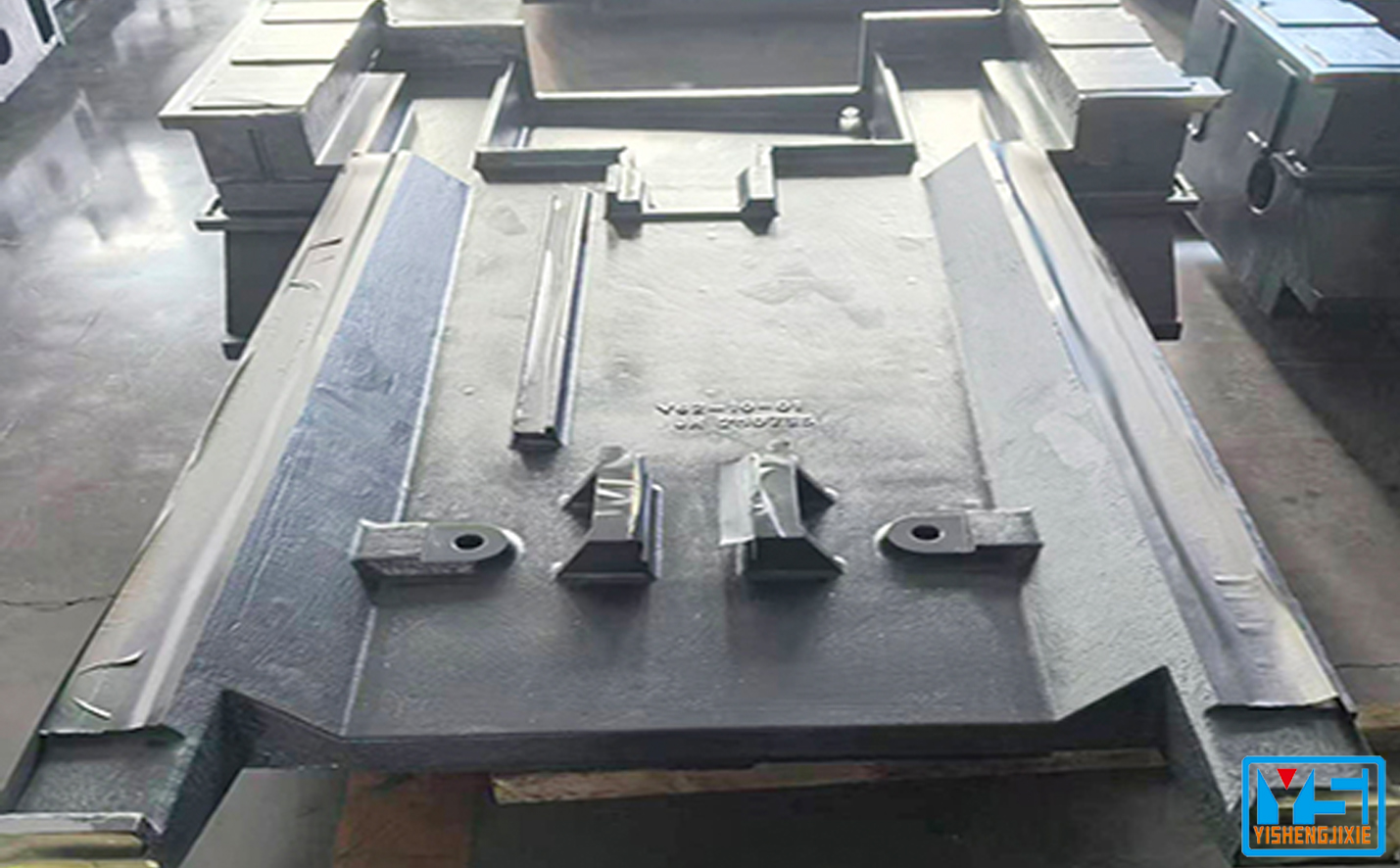




在精密制造的世界里,机床的稳定性与精度直接决定了产品的品质。作为机床***重要的基础部件,床身铸件承载着整个设备的重量,承受着加工过程中的各种载荷与振动。我们专业生产的HT250机床床身铸件,以卓越的材质性能和精湛的制造工艺,为您的精密加工提供坚实可靠的支撑。
深度解析HT250材质优势:科技与工艺的**融合
HT250作为国标GB/T9439-2010规定的灰铸铁牌号,其命名含义深刻——"HT"代表灰口铸铁,数字"250"表示材料ø30试样的***低抗拉强度为250MPa。这种材质并非偶然选择,而是经过精密科学配比的成果:
化学成分的精密控制:我们的HT250铸铁严格按照国家标准执行,碳含量控制在3.16%-3.30%范围内,硅含量稳定在1.79%-1.93%之间。锰、硫、磷等元素的含量也**调控,确保材料具备***佳的综合性能。高碳含量形成片状石墨与珠光体基体,提供基础强度与优异的减振性能;硅元素促进石墨化并细化晶粒,有效平衡碳的过冷倾向。
力学性能的卓越表现:铸态下***低抗拉强度达到250MPa,经孕育处理后可提升至280-315MPa。布氏硬度稳定在209HB左右,这种硬度水平确保材料具备优异的抗划伤和抗磨损能力。更重要的是,HT250铸铁的减振能力是钢材的3-5倍,能够显著降低机械振动噪音,为精密加工创造稳定环境。
物理特性的独特优势:密度控制在6.8-7.3g/cm³范围内,略低于常规钢材,满足轻量化设计需求。热导率约45W/(m·K),支持高效散热与热应力分散。在500℃以下环境中,氧化速率不超过0.1g/(m²·h),受热变形量控制在0.05mm/m以内,展现出优异的高温稳定性。
精密熔炼技术:我们采用先进的冲天炉熔炼系统,建立完善的检测体系,确保熔炼过程中铁水温度稳定,化学成分**控制。废钢占比提升至50%并配合高效增碳剂,碳当量控制精度达到±0.05%,保证材料性能的一致性。
先进铸造工艺:运用树脂砂或消失模铸造技术。床身导轨面朝下浇注,必要时设置冷铁,确保关键部位的致密性。
专业热处理工艺:采用550℃×4小时的人工时效退火处理,有效消除残余应力,硬度波动控制在≤5HB范围内。通过**的热处理工艺,进一步优化材料的组织结构,提升综合性能。
精密机械加工:热处理后进行高精度机械加工,严格控制各加工面间的相对位置关系和尺寸精度。重要加工面进行表面粗糙度检测,确保装配精度要求,为整机性能奠定坚实基础。
外观质量检验:对铸件表面进行全面检查,确保无裂纹、冷隔、缩孔等缺陷,铸字和标志清晰可辨。表面光洁平整,无划痕、裂纹、毛刺等影响使用性能的缺陷。
尺寸精度检测:使用高精度测量工具对铸件尺寸进行**测量,确保各尺寸符合设计要求。关键尺寸公差控制在±0.02mm以内,为精密装配提供保障。
性能试验验证:进行力学性能试验,包括抗拉强度、硬度等指标检测。对重要铸件进行无损检测,包括超声波检测、磁粉检测等,确保内部质量可靠。
化学成分分析:对每批次产品进行化学成分分析,确保材质符合国家标准要求,为产品性能提供材料科学依据。
精度保持性:HT250铸铁优异的耐磨性和尺寸稳定性,直接保障机床的精度保持寿命。在长期使用过程中,床身变形量极小,确保加工精度的持续稳定。
减振降噪效果:材料独特的片状石墨结构和珠光体基体,赋予产品优异的减振性能。能够有效吸收和阻尼机械振动,降低加工噪音,为操作人员创造良好的工作环境。
承载能力:250MPa的抗拉强度确保床身能够承受机床运行时的各种载荷,包括切削力、工件重量、运动部件惯性力等,保证设备运行的稳定性和安全性。
工艺适应性:良好的切削加工性能和焊接性能,便于后续的精密加工和装配。材料的铸造性能优异,能够制造出形状复杂的床身结构,满足不同机床的设计需求。
成本效益优势:相比球墨铸铁,HT250铸铁的生产成本低30%-40%,材料利用率≥95%,为客户提供高性价比的解决方案。
制造工艺成熟:我们拥有丰富的HT250铸件生产经验,掌握从熔炼到精加工的全流程技术,能够为客户提供稳定可靠的产品质量。
定制化服务能力:根据客户的具体需求,提供不同规格、不同精度等级的HT250床身铸件,满足各类机床的个性化要求。
质量保障体系:建立完善的质量管理体系,从原材料采购到产品交付的全过程质量控制,确保每一件产品都符合标准要求。
服务热线
