
 400 005 0361400 005 0361
400 005 0361400 005 0361
在现代工业体系中,机床作为"工业母机",承担着金属切削、成型等核心加工任务。而机床铸件作为机床的基础结构件,其质量直接决定了机床的精度、刚性和使用寿命。作为一家专业从事机床铸件研发与生产的企业,我们通过二十余年的技术积累,形成了从原材料到成品的全流程质量控制体系。本文将从定义分类、生产工艺、性能特点、质量保障及服务优势五个维度,系统介绍机床铸件的专业知识。
一、机床铸件的定义与分类
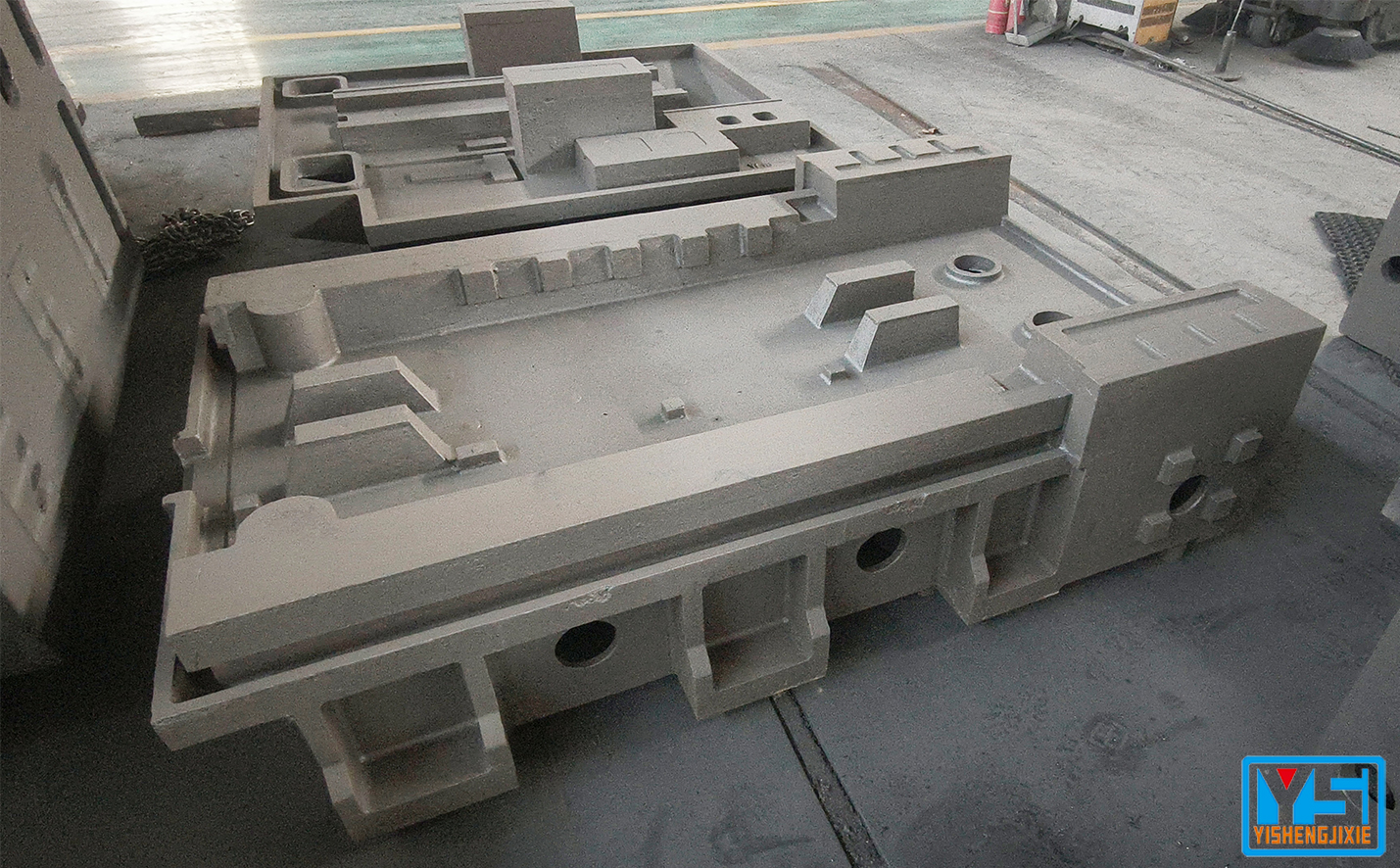
机床铸件是通过铸造工艺将金属熔融后注入特定模具,经冷却凝固形成的机床结构件。根据材质可分为灰铸铁件、球墨铸铁件、铸钢件和合金铸件四大类:
1. 灰铸铁件(HT200-HT300):占比超70%,具有良好的减震性、铸造性能和切削加工性,适用于床身、立柱等承重部件。
2. 球墨铸铁件(QT400-QT700):通过球化处理使石墨呈球状分布,强度是灰铸铁的2倍,常用于高负荷主轴箱、滑座等部件。
3. 铸钢件(ZG230-450):适用于承受冲击载荷的部件,如大型龙门铣床的横梁。
4. 合金铸件(如铬钼铜合金):通过添加合金元素提升耐热性和耐磨性,用于数控机床的高精度导轨。
按功能结构可分为床身类、立柱类、主轴箱类、工作台类和防护类五大系列。其中床身铸件占整机重量的40%-60%,其结构刚度直接影响加工精度。
二、生产工艺流程解析
我们的生产体系通过ISO9001质量管理体系认证,核心工艺包含六个关键环节:
1. 模型制作:采用数字化建模技术,通过三维设计软件优化浇注系统,确保铸件壁厚均匀度误差≤±2mm。
2. 造型制芯:应用树脂砂造型工艺,型砂强度达1.5MPa以上,配合CO2硬化技术实现复杂内腔成型。
3. 熔炼控制:采用5吨中频感应电炉,通过光谱分析仪实时监测化学成分,确保C、Si、Mn等元素含量偏差≤0.05%。
4. 浇注工艺:实施低温快浇技术(浇注温度1380-1420℃),配合铁液过滤装置去除杂质,气孔率控制在0.2%以下。
5. 热处理:采用退火+时效处理工艺,消除铸造应力,使硬度稳定在HB180-220范围。
6. 机械加工:配置加工中心集群,保证加工品质及加工效率。
三、性能特点深度分析
机床铸件的核心性能体现在三个方面:
1. 减震性能:灰铸铁的阻尼特性是钢的6-10倍,可有效吸收加工过程中的振动能量。实验数据显示,采用优化石墨形态的铸件,可使表面粗糙度改善一个等级。
2. 热稳定性:通过添加0.3%-0.5%的铬元素,可将热膨胀系数降低至11.5×10⁻⁶/℃,在连续加工中保持0.01mm/1000mm的尺寸稳定性。
3. 耐磨性能:关键部位采用淬火工艺,表面硬度可达HRC50-55,耐磨性较传统工艺提升3倍。
四、质量保障体系
建立三级质量控制机制:
1. 原材料控制:每批生铁均进行S、P含量检测,确保有害元素含量≤0.06%。
2. 过程监控:在熔炼、浇注、热处理等关键工序设置质量控制点,采用直读光谱仪、超声波探伤仪等设备进行**检测。
3. 成品检验:严格对机床铸件进行尺寸测量、力学性能试验、金相分析三重验证,出具可追溯的质量证明书。
五、厂家服务优势
我们提供超越行业标准的服务体系:
1. 定制化开发:拥有工程师团队,可按客户图纸进行CAE仿真分析,优化铸件结构,材料利用率提升15%。
2. 技术支援:提供铸造工艺优化、故障诊断等增值服务,累计帮助客户降低综合成本12%。
3. 生命周期管理**:建立产品档案,定期回访使用情况,对关键部件提供5年质保服务。
作为机床铸件的专业制造商,我们始终秉持"精密铸造,匠心制造"的理念,通过持续的技术创新和服务升级,为客户提供高性价比的铸件解决方案。
服务热线
